



3. 锯条开齿时,锯条务必呈水准情况,其表层要与开齿机冲头的冲压模具方位竖直,不可歪斜。与此同时锯条边沿要与滑轨平行面,开齿后的齿距,齿高应匀称一致。

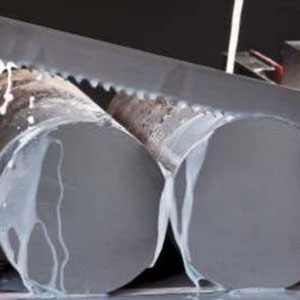
新带锯条怎样开展磨合 新锯条在宣布应用前一定要开展磨合。一条沒有磨合或沒有磨合好的锯条的使用期限是一条磨合好的锯条的1/2或越来越少。锯条磨合时只有应用一半的一切正常进给工作压力/速度和锯切速率,直至锯出300—1000cm2的表层地区。随后慢慢将进给速度和锯切速率提升到标准值。
 服务热线:13957095608
服务热线:13957095608
contact us
浙江蓝硕贸易有限公司
联系人:
电 话:13957095608
地 址:浙江省丽水市缙云县壶镇镇安居西路751-755号
发布时间:2021-07-23 19:50:14访问:1272
下一篇:潍坊锯条公司【欢迎致电】锯条




